Coming of age
From iron to steel
From the time of the Cornhill Robbery and the subsequent improvements, very little happened in the way of new design until around 1890 when steel became available in quantity and at a reasonable price. Up until then the only ways of strengthening safe bodies was by fitting reinforcing bands front and back or by using case-hardened wrought iron. Mild steel being malleable allowed bodies to be formed from a single sheet by bending at each corner, either vertically or horizontally, leaving only the joints at the back and front
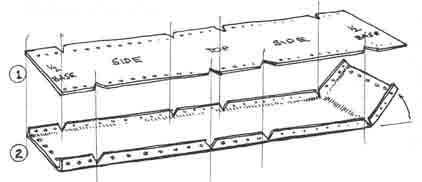
This was then further improved around 1905 with the invention of the box press which allowed the body to incorporate flanges front and back inside which the back plate and door frame could be attached. This became known as the 12 corner bent body. Thickness was critical. Body plates up to 1/4" thickness could ripped apart and no better than the previous dovetailed square bodies of 1/2" thickness.
As shown below, rivetting was the only method of assembly until around 1920 when electric-arc welding came into general use.This method had the advantage of enabling the back plate to be welded flush with the body
.
It was not possible to bend plates thicker than 1/2" and even that had to done on a large radius to prevent fracture. To further improve the strength in higher quality burglar resisting safes additional plates of drill-resisting steel were attached to the inside of the body pressing. With the more general use of the oxy-acetylene blowtorch after the Great War, additional plates such as copper and chilled cast iron were added to deter thermal cutting.
In fact Samuel Chatwood had already incorporated materials in his patent of 1865, which although designed to give protection against drilling,was to prove effective against flame cutting 50 years later. The specification of the Chatwood List 8 of 1880, Octuple Patent, went further with 'conically intersected steel,' i.e. spiegeleisen*, cast in one inch thickness between two 1/2" machine fitted dovetailed steel plates. (This material continued to be used by Chatwood and subsequently Milners in their anti-blowpipe qualities. The companies merged into Chatwood Milner in 1956.)For some reason, never explained, Milners continued to use the 4-corner bend banded construction right up until about 1919. It was certainly a strong but unattractive form (and very difficult to move on rollers). The back bands were in fact formed from angle iron with one flange overlapping and protecting the back plate. It is believed that a number of Milner safes of this type were supplied to the Titanic for use in the purser's office including a large double-door model fitted out with safe-deposit lockers for passenger's valuables. It is understood that all the contents of the safes were removed before the ship went down.It was around this same period when high explosives came into more general use. The reasons given for increases in violent crime in post-war years are often related to the after effects of the brutality of conflict combined with the periods of high unemployment which often follow. These combined with the development of new tools and machinery for munitions create an ideal situation for the potential criminal to turn to try his hand as a cracksman. To put the whole scene in perspective we can do no better than look at a few typical safemakers products. Chubb's 1915 catalogue offered four grades of safe from Book Quality to Standard, Jewel, and Bankers, each in ten different sizes and ranging in price from £10.10/- to £193.10/-. They were also available as Plate Safes, i.e. without fire-resistant linings and intended to hold non-inflammables such as silver plate and coin. Increased resistance from grade to grade was being achieved by thickening the body and door plates, often com
bined in laminations of thin drill resisting steel and chilled cast iron.** Only one maker however, Ratner, offered a safe (1914 List 3) fitted with a proper anti-explosive relocking device. (Devices by other makers often involved modifications to the lock which would hopefully release the force of the detonation while leaving the bolt fast). By the 1930's, virtually every safe in the top grades had what was at that time called 'anti-blowpipe' protection throughout both body and door. Chubb's was called the Treasury, a massive safe weighing about 4 tons, Milner's had two, the Branch Bank and the Diamond (rarely seen), Ratner had a Branch Bank (right), a Grade 7, and an Anti-Blowpipe, Hobbs Hart a Bankers, and Chatwood had their Diamond, Special Diamond, and a rare but magnificent specimen which was just known as the CB quality and specially made for the Commercial Bank of Scotland. It weighed in at around 5 tons, had a door and body protection of extra thick intersected steel and concrete measuring 10 inches. As with all Chatwood's top grade safes they incorporated hardened steel shutters within the keyways operated by combination locks to prevent access for explosives. This was, and still is, the best type of anti-explosive device of all and has been used by all the best makers.
* spiegeleisen - a ferro-manganese alloy the original purpose of which was as an additive to steel during the Bessemer process to reduce brittleness and blowholes. ** chilled cast iron - unlike steel, cast iron does not readily oxidise with the application of the oxy-acetylene torch and is therefore much more difficult to cut. It is however extremely brittle and can readily shatter under heavy impact. The means of applying this material in door and body construction is in plate or slab form, varying from a useless 18mm to a more effective 50mm, but can be ineffective in circumstances where entire sides, back, or door can be delaminated. (i.e.when there is sufficient space around the safe to mount such an attack.
copper - without doubt the most effective barrier material against flame cutting, but being a relatively soft metal, has to be backed up by a drill-resisting plate to prevent 'stitch-drilling'. It was normally used in plates of 1/4" thickness within a sandwich of other barrier materials. (examples are Hobbs Hart Branch Bank and Ratner Grade 7 safes where it can be seen by scraping the door edge to expose the laminations). Unlike ferrous materials, copper does not succumb to the application of a fluxing rod in the cutting process.